Galvanizarea este metoda preferată pentru protejarea oțelului de rugină. În esență, obaie de galvanizareeste un cazan mare de zinc topit folosit pentru a acoperi piesele metalice. Când oțelul curat este scufundat în această baie, zincul se lipește rapid de suprafață, formând un finisaj robust, rezistent la coroziune. Galvanizarea există de peste 150 de ani, dar rămâne surprinzător de eficientă și ecologică. De fapt, este adesea citată ca fiind unul dintre cele mai ecologice procese de prevenire a coroziunii disponibile. Rezultatul este oțelul care poate supraviețui deceniilor în aer liber cu o întreținere minimă. Mai jos, vom analiza pas cu pas cum o piesă de oțel trece de la metal vechi și prăfuit la blindată cu zinc, în interiorul unei băi de galvanizare.

Ce este o baie de galvanizare?
O baie de galvanizare este pur și simplu o cuvă de zinc topit încălzită la aproximativ 450°C (842°F). Piesele de oțel sunt introduse în acest zinc fierbinte, care arată ca un metal lichid argintiu. În timpul imersiunii, zincul reacționează cu fierul din oțel, creând o legătură metalurgică între zinc și oțel. În practică, companiile numesc adesea acest proces...galvanizare la caldproces – literalmente scufundarea oțelului în zinc „fierbinte” (topit).
Această metodă este foarte eficientă. Baia de zinc este de obicei menținută peste zinc pur 98%, iar sistemele de transport sau macarale înclină cu grijă piesele de oțel astfel încât zincul să poată inunda fiecare colț al piesei. Chiar și formele goale sau tuburile se umplu cu zinc, astfel încât interiorul este acoperit la fel de bine ca și exteriorul. După cum se spune într-un ghid industrial, galvanizarea la cald este un proces de „imersie totală” - oțelul este complet scufundat, iar zincul este acoperit.toatesuprafețe interioare și exterioare. Oțelul este ridicat câteva minute mai târziu, acoperit cu o nouă peliculă metalică strălucitoare.
Procesul de galvanizare la cald (de la început până la sfârșit)
Procesul de galvanizare are mai multe etape cheie. Fiecare trebuie făcută cu atenție, deoarece zincul se va lipi doar de o suprafață perfect curată. În general, etapele sunt:
Curățare (degresare și decapare):Mai întâi, oțelul este curățat temeinic pentru a îndepărta uleiurile, grăsimea și rugina neaderentă. Aceasta implică de obicei o soluție alcalină fierbinte (caustică) care degresează oțelul. Apoi, oțelul intră într-o baie de decapare acidă (adesea acid sulfuric sau clorhidric diluat) pentru a îndepărta crusta de laminare și rugina. După decapare, orice murdărie, vopsea sau zgură persistentă este îndepărtată manual sau prin sablare. Pe scurt, toți contaminanții trebuie să dispară, deoarece zincul nu se va lipi de oțelul murdar.
Fluxare:Chiar înainte de galvanizare, oțelul curat este scufundat într-o soluție de flux, de obicei un amestec de clorură de zinc și amoniu. Fluxul curăță ultimele urme de oxid și previne o nouă oxidare înainte de scufundare. În unele fabrici, o „pătură de flux” subțire plutește chiar deasupra băii de zinc pentru a ajuta la degresarea oțelului pe măsură ce acesta intră. Etapa de fluxare este crucială: aceasta asigură că zincul topit poate...umedoțelul în mod egal.
Imersiune în baia de zinc:Acum vine inima procesului. Oțelul preparat este coborât lent (adesea în unghi) în cazanul de zinc topit, de obicei menținut la ~450°C. Imaginea de mai jos prezintă grinzi de oțel care intră într-o baie de zinc fierbinte. De îndată ce oțelul atinge metalul lichid, începe o reacție. Zincul începe să se alieze cu suprafața fierului, iar zincul lichid curge în jurul întregii piese. În interiorul băii, zincul și fierul formează mai multe straturi de aliaj printr-o reacție metalurgică. În acest timp (de obicei câteva minute), acoperirea se acumulează până la grosimea corectă. Un strat de...topitZincul aderă la suprafața oțelului și apoi se răcește pentru a forma o peliculă exterioară solidă.
Figură: Piese de oțel scufundate într-o baie de galvanizare la cald. Zincul topit (argintul lichid) acoperă rapid oțelul.
Operatorii instalației cronometrează cu atenție imersia. Pentru majoritatea pieselor, este suficientă o imersie timp de 4-5 minute. Piesele mai mari sau izolate pot necesita mai mult timp pentru a atinge temperatura completă. Odată încălzită, piesa este ridicată încet. Pe măsură ce se ridică, excesul de zinc se scurge - uneori ajutat de vibrarea sau rotirea piesei. Coaja subțire de zinc care rămâne se va răci și se va întări, căpătând adesea un finisaj argintiu strălucitor la exterior. De fapt, oțelul proaspăt galvanizat strălucește adesea; modelul caracteristic de „sclipici” sau modelul asemănător fulgului de zăpadă al zincului cristalizat poate apărea la suprafață pe măsură ce se solidifică.

Răcire (Pasivizare/Călire):După retragere, oțelul acoperit este răcit. Acest lucru se poate face prin răcire simplă cu aer sau prin călirea oțelului fierbinte în apă sau într-o baie de pasivizare chimică. Nu este necesară o întărire specială - legătura zinc/oțel este deja solidă. Orice strat exterior subțire de oxid de zinc (rugină albă) care s-ar putea forma este adesea lăsat nestingherit sau tratat ușor. Spre deosebire de piesele vopsite, oțelul galvanizat necesită de obicei...fără alte finisajepentru durabilitate.
Inspecţie:Pasul final este o inspecție vizuală și tehnică rapidă. Inspectorii verifică dacă fiecare zonă este acoperită și măsoară grosimea. Deoarece zincul se lipește doar de metalul curat, zonele neperformante sunt ușor de observat (oțelul netratat arată strălucitor). Calibrele standard măsoară grosimea stratului de acoperire pentru a se asigura că respectă specificațiile. În acest moment, oțelul galvanizat este gata de utilizare, fiind garantat să reziste la coroziune timp de mulți ani.
În interiorul băii: Metalurgie și protecție
Ceea ce se întâmplă de fapt cu oțelul din interiorul zincului topit este o chestiune complexă de chimie – și unul dintre punctele forte surprinzătoare ale galvanizării. Pe măsură ce oțelul fierbinte stă în baie, atomii de zinc difuzează în fier pentru a forma mai mulți compuși intermetalici. Asociația Americană a Galvanizatorilor ilustrează acest lucru cu o secțiune transversală: există un strat exterior de zinc aproape pur (numit strat eta) și sub acesta 3 straturi de aliaj dur (numite gamma, delta, zeta) chiar la interfața oțelului. În mod remarcabil, aceste straturi de aliaj zinc-fier suntmai dur decât oțelul moaleDe exemplu, zgârieturile minuscule nu pătrund ușor prin acest strat de acoperire multistrat. În practică, un strat galvanizat este extrem de dur și rezistent la abraziune.
Un alt avantaj cheie este protecția catodică (sacrificială). Zincul este mai activ electrochimic decât oțelul. În termeni simpli, dacă stratul de acoperire este zgâriat până la oțelul gol, zincul din jur se va coroda preferențial primul, protejând oțelul. De fapt, galvanizarea la cald este renumită pentru acest lucru: o sursă notează că, chiar dacă oțelul gol (de până la ¼ inch) este expus într-o zgârietură, „nu va începe coroziune până când tot zincul din jur nu este consumat”. Aceasta înseamnă că micile crestături nu necesită revopsire; zincul se sacrifică în timp.
De-a lungul anilor, expunerea la aer și ploaie transformă zincul în produse secundare benigne (oxizi, hidroxizi, carbonați) – patina gri pe care o puteți vedea pe metalul galvanizat vechi. Aceasta patină de zinc formează lent o crustă exterioară protectoare care încetinește și mai mult coroziunea. De fapt, oțelul galvanizat complet exfoliat se corodează de aproximativ 30 de ori mai lent decât oțelul netratat. În practică, aceasta înseamnă că o acoperire galvanizată durează adesea 50-60 de ani sau mai mult fără întreținere, în funcție de mediu.

Avantajele surprinzătoare aleGalvanizare
Galvanizarea oferă mai mulți factori „wow” pe care nu i-ați putea aștepta de la o simplă acoperire metalică:
1. Acoperire completă:Deoarece galvanizarea la cald imersează piesa, aceasta acoperă chiar și interiorul secțiunilor goale și al tuburilor. Filetele și colțurile ascunse sunt zincate, spre deosebire de vopselele aplicate cu pensula. Această imersiune totală înseamnă că rugina nu se poate strecura din locuri neașteptate.
2. Rezistență încorporată:Straturile de zinc-fier sunt inerent dure și rezistente la abraziune. În unele teste, acoperirea oțelului galvanizat a fost depășităde zece orimai rezistent la abraziune decât vopseaua obișnuită. Stratul exterior de zinc pur (eta) este mai moale și ductil, oferind rezistență la impact, în timp ce straturile interioare de aliaj sunt mai dure decât oțelul. Această legătură multistrat înseamnă că piesele galvanizate rezistă la manipulări și uzură dure.
3. Protecție auto-reparatoare (catodică):După cum s-a menționat, zincul se va „sacrifica” pentru a proteja oțelul. Micile zgârieturi de pe oțelul galvanizat nu ruginesc deoarece zincul se corodează primul (numită și protecție catodică). Există chiar și o denumire, „curgere laterală”, pentru ceea ce se întâmplă cu oțelul vopsit (rugina care se strecoară sub vopsea) - iar galvanizarea, în esență, previne acest lucru.
4. Timp de răspuns rapid:În ciuda echipamentului greu, etapa de galvanizare propriu-zisă este rapidă. Agățarea unei piese și scufundarea în zinc durează doar câteva minute. Pregătirea constă în mare parte în curățare chimică, iar o instalație bine condusă poate procesa o comandă în câteva zile în total. De fapt, atelierele moderne de galvanizare se laudă cu servicii 24 de ore din 24 pentru comenzile mici.
5. Durată lungă de viață:Un strat galvanizat poate proteja oțelul timp de decenii fără a fi nevoie de revopsire. În condiții tipice de exterior (industriale sau rurale), este normal să apară peste 50 de ani până la prima întreținere. Această longevitate face adesea ca galvanizarea să fie mai economică decât revopsirea periodică pe termen lung.
6. Prietenos cu mediul:Procesul de galvanizare este relativ curat. Zincul uzat este reciclat și nu există solvenți organici volatili precum cei din vopsea. Oțelul galvanizat este 100% reciclabil la sfârșitul duratei de viață. Grupurile industriale chiar menționează galvanizarea ca fiind „probabil cea mai ecologică” protecție împotriva coroziunii disponibilă.
7. Finisaj recognoscibil:Oțelul galvanizat are adesea o caracteristicăsclipicisau un model asemănător fulgilor de zăpadă pe suprafața sa. Aceste cristale argintii sunt granulele de zinc care se solidifică și conferă suprafețelor galvanizate un aspect distinctiv. Este un indiciu vizual că este prezentă o acoperire prin imersie la cald autentică.

Echipamente de înaltă calitate: Uzina de galvanizare a țevilor de la Bonan Tech
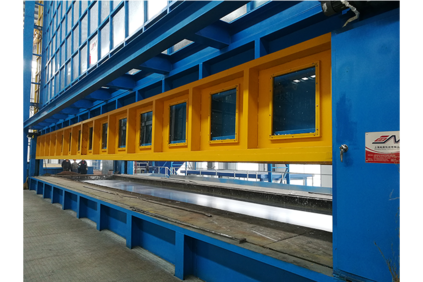
Marile ateliere de galvanizare folosesc utilaje grele pentru a rula aceste procese în mod continuu. De exemplu, Bonan Technology Co., Ltd., un producător de echipamente, subliniază„Instalație de galvanizare a țevilor de calitate superioară”construite din oțel și componente de înaltă calitate. Liniile lor automatizate gestionează totul: dispozitive pentru suspendarea țevilor, rezervoare de degresare alcalină, decapare acidă, stații de flux, un transportor prin cazanul de zinc și rezervoare de răcire. Bonan menționează că instalațiile sale de galvanizare a țevilor sunt proiectate pentru producție continuă pentru toate diametrele țevilor.
Figura: O linie continuă de galvanizare a țevilor în funcțiune. Astfel de instalații automate mișcă secțiuni de țeavă prin curățare, fluxare și baia de zinc topit.
Într-o linie de producție Bonan Tech, fiecare etapă este atent controlată. De fapt, galvanizarea țevilor urmează de obicei aceste etape specifice:
Curățare caustică:Țevile intră într-o baie fierbinte de hidroxid de sodiu pentru a îndepărta petrolul și crusta de moară.
Decapare acidă:Apoi, acestea trec printr-o baie acidă (de obicei HCl sau H₂SO₄) pentru a dizolva rugina și oxizii rămași.
Clătire și fluxare:După clătire, țevile sunt scufundate într-o soluție de flux de clorură de zinc-amoniu, asigurându-se că oțelul rămâne fără oxid înainte de galvanizare.
Uscare:Orice umiditate de pe oțel este îndepărtată prin suflare sau evaporată de un uscător cu aer.
Imersiune (baie de zinc):Țevile sunt transportate în cazanul de zinc topit. Prin imersie la cald sunt acoperite complet cu zinc.
Stingere:În cele din urmă, țevile galvanizate la cald sunt răcite rapid în apă sau într-o baie de răcire pentru a bloca stratul de acoperire.
Fiecare țeavă care iese acum are un strat uniform de zinc pentru a preveni coroziunea. Conform descrierii lui Bonan,„Mașină automată de galvanizare pentru țevi”este capabilă să gestioneze „întreaga gamă de țevi care trebuie galvanizate”, asigurând că chiar și țevile foarte mari sau mici primesc stratul de zinc corespunzător.
Concluzie
Baia de galvanizare este mai mult decât un simplu vas de metal – este centrul unui proces dovedit, bazat pe dovezi științifice, care conferă oțelului un scut practic auto-reparator. De la etapele de curățare până la imersia în zinc fierbinte, fiecare etapă este optimizată pentru a produce un strat durabil, lipit metalurgic. Am văzut cum oțelul galvanizat nu numai că rezistă ruginii, dar o face surprinzător de bine – cu aliaje multistrat, rezistență extremă și decenii de durată de viață.
Indiferent dacă sunteți inginer care specifică un pod sau proprietar de casă care alege stâlpi de gard, înțelegerea procesului de galvanizare ajută la explicarea motivului pentru care oțelul galvanizat este atât de eficient. Pe scurt, în interiorul acelei umile băi de zinc topit se află un sistem de apărare puternic și surprinzător de sofisticat - unul care va menține structurile de oțel în siguranță generații întregi.
Data publicării: 21 mai 2025